



Qu’est-ce que la fabrication de tunneliers et pourquoi est-ce important ?
La fabrication de tunneliers fait référence à l'ingénierie et à la production de tunneliers, des équipements massifs et hautement spécialisés utilisés pour creuser des tunnels dans la roche, le sol, l'argile et les sols mixtes. Ce sont parmi les machines les plus complexes jamais construites, combinant l'ingénierie mécanique, l'hydraulique, l'électronique et la science des matériaux de pointe dans un seul système intégré pouvant peser de quelques centaines de tonnes pour un petit tunnel utilitaire à plus de 7 000 tonnes pour un projet de tunnel de métro ou d'autoroute de grand diamètre. Le processus de fabrication des tunneliers n'est pas comme la production de la plupart des équipements industriels : chaque machine est en fait un projet personnalisé conçu pour répondre aux exigences spécifiques en matière de géologie, de diamètre, d'alignement et de revêtement d'un contrat de tunnel unique.
La demande mondiale de tunneliers augmente régulièrement depuis des décennies, stimulée par des investissements massifs dans les infrastructures de métro, de tunnels routiers, d’infrastructures d’approvisionnement en eau et d’assainissement, de tunnels hydroélectriques et de réseaux logistiques souterrains. Des villes de Londres à Mumbai en passant par Los Angeles utilisent activement les tunneliers pour construire des infrastructures souterraines sans perturber la vie en surface. Cette demande a créé un marché concurrentiel à l'échelle mondiale Fabrication de tunneliers une industrie dominée par une poignée de grands fabricants capables de fournir des machines personnalisées conçues et construites selon des tolérances de précision extraordinaires dans des délais contractuels pouvant s'étendre sur 18 mois ou plus.
Types de tunneliers et comment chacun est fabriqué différemment
La fabrication de tunneliers n'est pas un processus de production unique : il s'agit d'une famille de conceptions de machines liées mais distinctement différentes, chacune étant conçue pour des conditions de sol spécifiques. Le type de tunnelier choisi pour un projet détermine fondamentalement la portée de la fabrication, les spécifications des composants et la complexité de l'assemblage impliqué.
Tunneliers Hard Rock (TBM à pince)
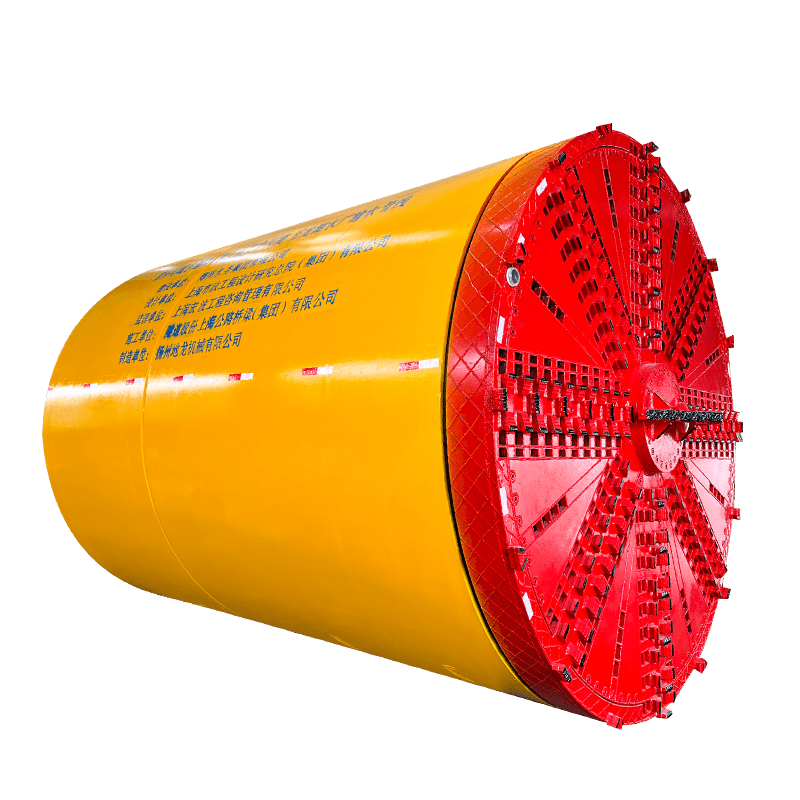
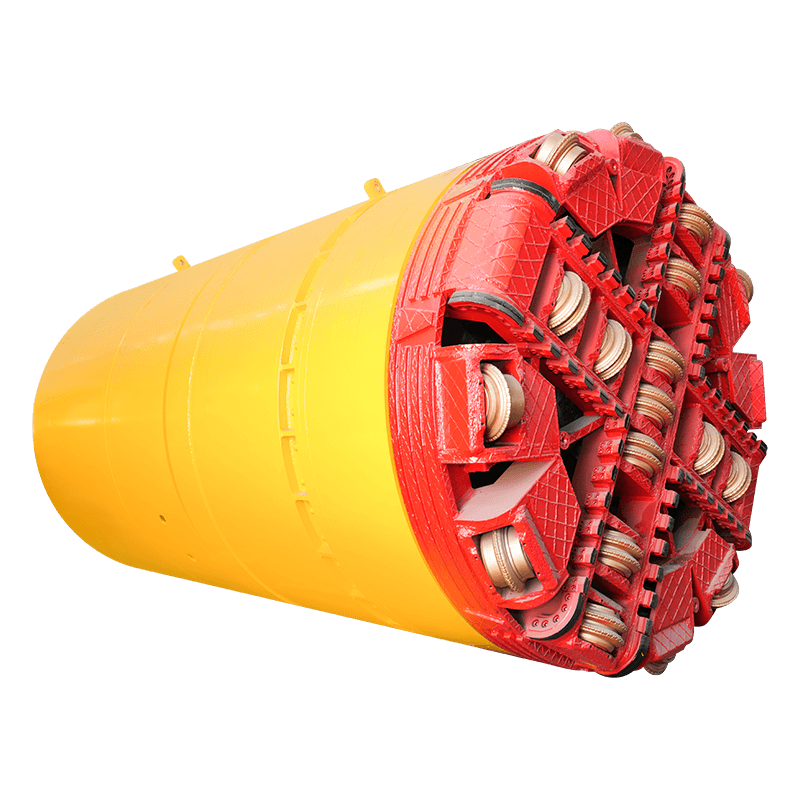
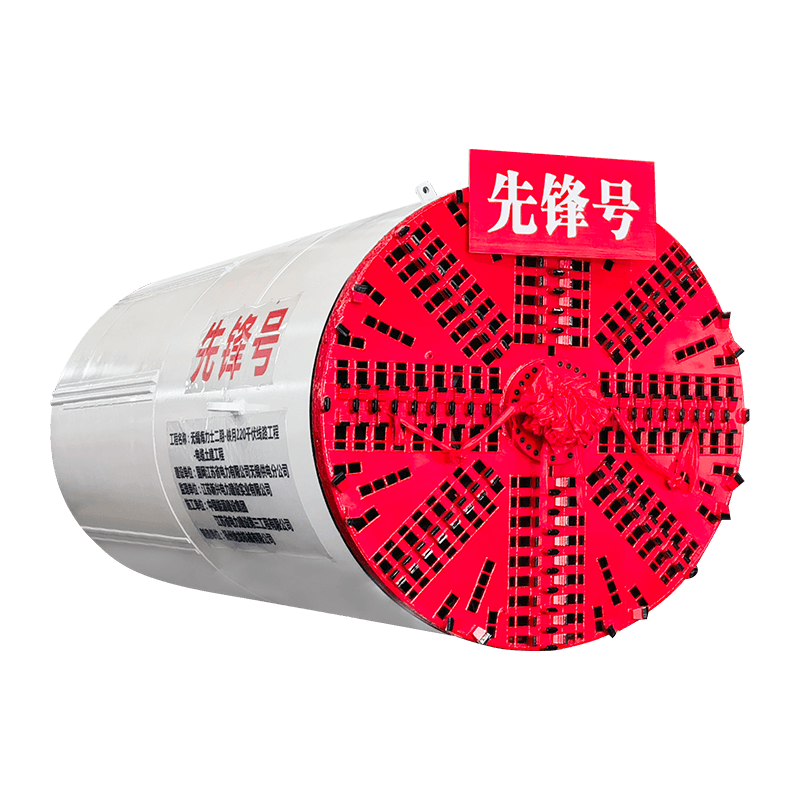
Les tunneliers Gripper sont conçus pour creuser des tunnels à travers des roches solides et compétentes telles que le granit, le basalte et le calcaire. La machine avance en poussant la tête de coupe rotative contre la paroi rocheuse tandis que les pinces hydrauliques s'étendent latéralement pour s'appuyer contre les parois du tunnel, fournissant ainsi la force de réaction nécessaire à la poussée vers l'avant. La fabrication d'un tunnelier à pince se concentre sur la production d'une tête de coupe extrêmement robuste - généralement fabriquée à partir de tôles d'acier à haute résistance avec des boîtiers de coupe à disque positionnés avec précision - et d'un puissant ensemble de roulement principal capable de transmettre d'énormes charges de poussée tout en tournant en continu. Les disques de coupe sur les machines pour roches dures sont des composants en carbure de précision qui doivent être fabriqués selon des tolérances dimensionnelles strictes pour garantir une usure uniforme sur toute la face de la tête de coupe.
Machines à balance de pression de terre (EPB)
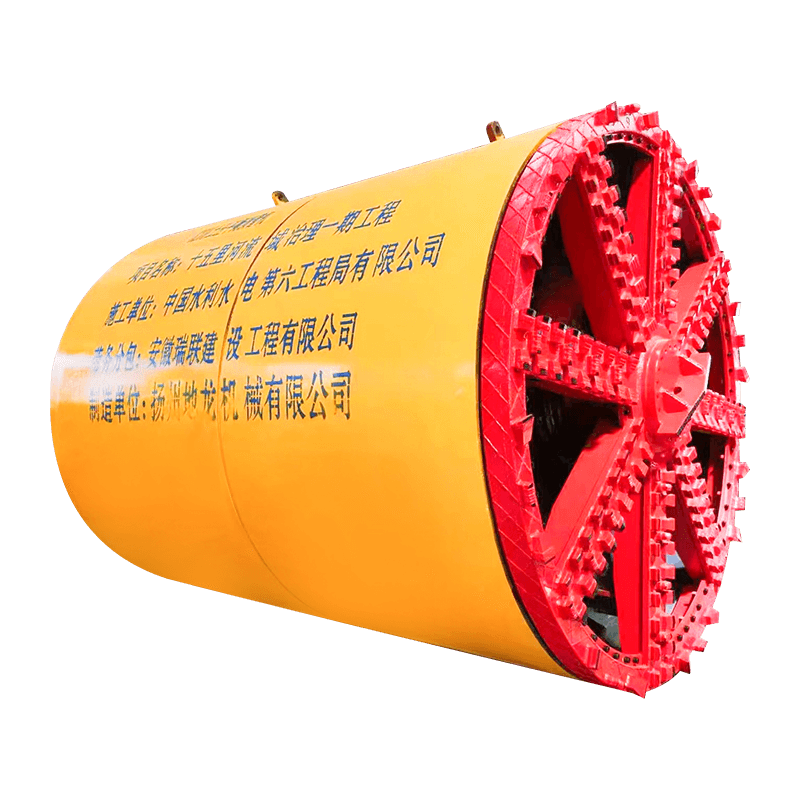
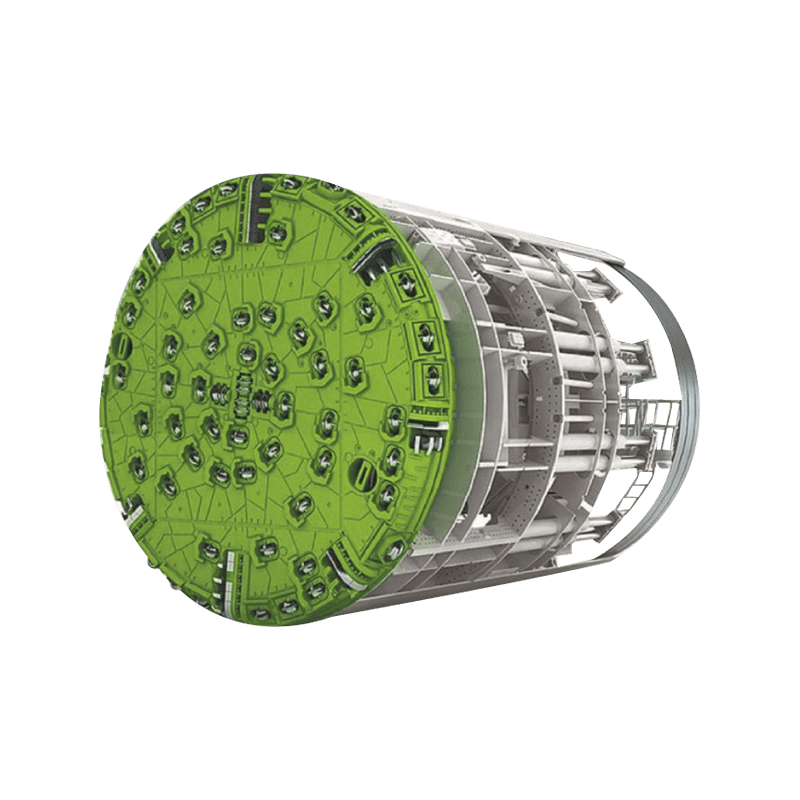
Les machines EPB sont la bête de somme du creusement de tunnels urbains dans des sols meubles, des sols mixtes et des conditions aquifères. Ils utilisent le matériau excavé lui-même – conditionné avec des additifs de mousse, de polymère ou de bentonite – pour maintenir la pression du front de taille et empêcher le tassement du sol au-dessus du tunnel. La complexité de fabrication d'un tunnelier EPB se concentre sur le système de convoyeur à vis qui contrôle le taux d'extraction des matériaux pour équilibrer la pression frontale, le système d'injection de mousse intégré dans la tête de coupe et le corps du bouclier qui doit résister à la pleine pression de la terre et de l'eau du sol environnant. La géométrie de la tête de coupe des machines EPB est fondamentalement différente de celle des conceptions pour roches dures : elle intègre des grattoirs, des godets et des ports de conditionnement du sol plutôt que des boîtiers de coupe à disque.
Tunneliers à boues
Les tunneliers à lisier sont utilisés dans des sols meubles et saturés d'eau où même le conditionnement des faces EPB est insuffisant pour maintenir la stabilité. Ils maintiennent la pression du front de taille à l'aide d'une boue de bentonite sous pression qui remplit la chambre d'excavation, soutenue par une cloison derrière la tête de coupe. La boue est pompée jusqu'à la surface via un pipeline, traitée dans une usine de séparation pour éliminer les déblais et recirculée vers le front de taille. La fabrication de tunneliers pour les machines à lisier implique la production de l'usine de séparation dans le cadre de l'ensemble du système – un défi technique supplémentaire qui implique des hydrocyclones, des centrifugeuses et une infrastructure de pompage des lisiers en plus de la machine elle-même.
Tunneliers mixtes au sol et à densité variable
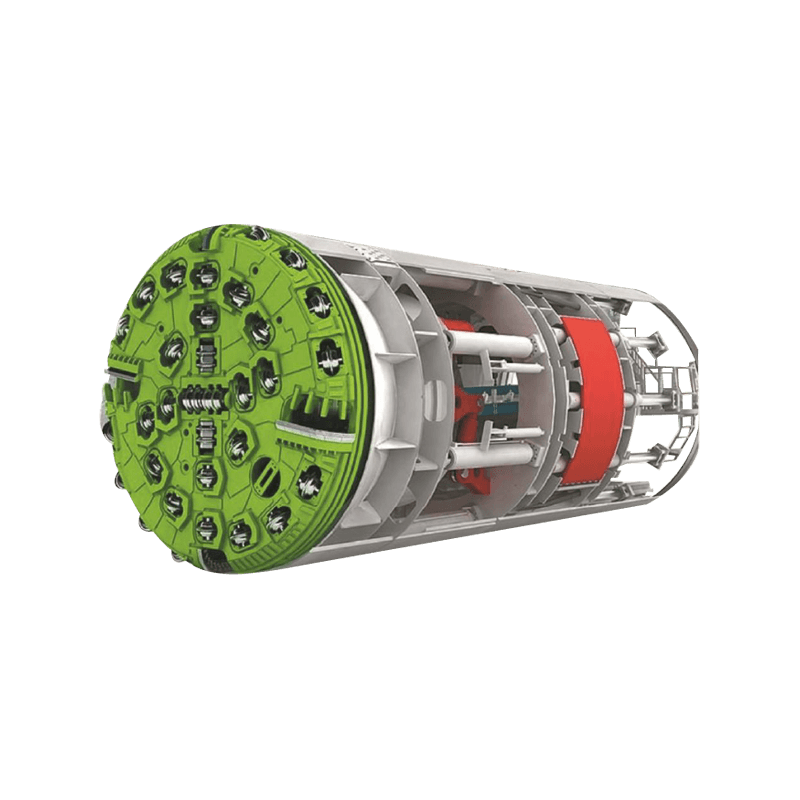
Certains des tunneliers les plus complexes jamais fabriqués sont des machines conçues pour des conditions à faces mixtes : des tunnels qui traversent à la fois des roches et des sols meubles dans la même section transversale de tunnel, ou qui font la transition entre des zones de roches dures et de sols meubles le long du tracé. Ces tunneliers à densité variable ou à terrain mixte doivent intégrer à la fois des couteaux à disque et des outils de coupe pour sols meubles dans la même tête de coupe, avec des chambres d'excavation convertibles qui peuvent basculer entre les modes EPB et roche dure pendant le déplacement. La fabrication de ces machines nécessite de résoudre simultanément des exigences de conception contradictoires qui poussent l’ingénierie des tunneliers à ses limites.
Composants de base fabriqués dans chaque tunnelier
Quel que soit son type, chaque tunnelier partage un ensemble de sous-systèmes fondamentaux qui doivent être conçus et fabriqués pour fonctionner ensemble comme un système intégré avec précision. La compréhension de ces composants essentiels explique pourquoi la fabrication de tunneliers est si exigeante sur le plan technique et prend beaucoup de temps.
| Composant | Fonction | Défi majeur en matière de fabrication |
| Tête de coupe | Excave la face du tunnel en tournant contre la roche ou le sol | Intégrité structurelle sous des charges combinées de poussée et de couple ; précision de positionnement de l'outil de coupe |
| Ensemble de roulement principal | Supporte la tête de coupe et transmet la poussée et le couple | Durée de vie des roulements sous charge élevée et soutenue ; étanchéité contre la contamination du sol |
| Corps de bouclier | Protège les travailleurs et les équipements ; fournit un logement structurel | Rondeur de précision pour l'érection des segments ; résistance à la pression du sol |
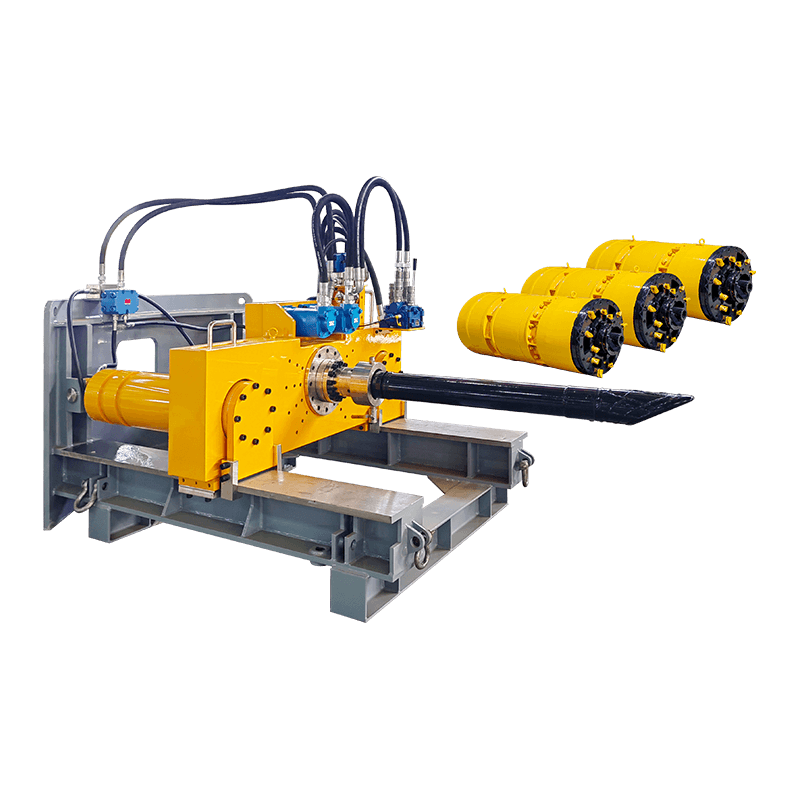
| Système de cylindre de poussée | Propulse la machine vers l'avant contre le revêtement du tunnel installé | Contrôle de course synchronisé sur tous les cylindres ; fiabilité du joint |
| Monteur de segments | Sélectionne et installe des segments de revêtement en béton préfabriqué | Précision du positionnement ; fiabilité du système de vide ; capacité de charge |
| Moteurs d'entraînement et boîtes de vitesses | Alimentez la rotation de la tête de coupe | Densité de puissance dans un espace confiné ; gestion thermique |
| Groupe hydraulique | Alimente tous les systèmes hydrauliques, y compris la poussée et le monteur | Intégration du système ; redondance; rejet de chaleur dans un espace confiné |
| Système de contrôle et de guidage | Navigue dans le tracé du tunnel et surveille tous les systèmes | Précision dans un environnement souterrain refusé par le GPS ; intégration de données en temps réel |
Le processus de fabrication du tunnelier étape par étape
Le processus de fabrication d'un tunnelier, depuis l'attribution du contrat jusqu'aux tests d'acceptation en usine, est un long programme d'ingénierie et de production en plusieurs étapes. Comprendre la séquence explique pourquoi les délais de livraison des tunneliers sont généralement de 12 à 24 mois, même pour les fabricants expérimentés disposant de chaînes d'approvisionnement établies.
Étape 1 — Analyse géotechnique et des exigences du projet
Avant la conception d'un seul composant, l'équipe d'ingénierie du fabricant du tunnelier effectue une analyse détaillée des données d'investigation géotechnique fournies par le client. Cela comprend les journaux de forage, les paramètres de résistance des roches, les profils de pression des eaux souterraines, les résultats des tests d'abrasivité et les données de perméabilité du sol tout au long du tracé du tunnel. Cette analyse détermine directement la conception de la tête de coupe, le dimensionnement du système de poussée, les spécifications des roulements et la configuration du système de conditionnement du sol. Une machine conçue sur la base de données de terrain inexactes ou insuffisantes sera sous-performante ou échouera – l’analyse géotechnique est la base sur laquelle repose l’ensemble de la conception.
Étape 2 — Ingénierie et conception personnalisées
Une fois les conditions du sol établies, l'équipe d'ingénierie développe la conception complète du tunnelier à l'aide d'un logiciel de CAO 3D avancé et d'une analyse par éléments finis. La conception structurelle de la tête de coupe est analysée pour des scénarios combinés de charge de poussée et de couple. Les principaux calculs de durée de vie des roulements sont effectués à l'aide de la théorie de la durée de vie des roulements ISO 281 adaptée aux spectres de charges spécifiques aux tunneliers. Les tolérances de rondeur du corps du bouclier sont définies en fonction de la géométrie du revêtement du segment. Chaque soudure majeure de la fabrication structurelle est conçue et documentée conformément aux codes structurels pertinents. Cette phase de conception à elle seule prend généralement de trois à cinq mois pour un tunnelier de grand diamètre et produit des dizaines de milliers de dessins techniques et de spécifications.
Étape 3 — Approvisionnement en matériel et chaîne d'approvisionnement
La fabrication de tunneliers nécessite une vaste gamme de matériaux et de composants spécialisés, dont beaucoup nécessitent de longs délais d'approvisionnement. Des tôles d'acier de construction à haute résistance pour la tête de coupe et le corps du bouclier, des roulements à couronne d'orientation de grand diamètre, des réducteurs planétaires à couple élevé, des vérins hydrauliques fabriqués selon des spécifications précises de course et de pression et des systèmes d'étanchéité spécialisés nécessitent tous un achat précoce pour éviter de retarder la fabrication. L'ensemble de roulement principal – une couronne d'orientation massive qui peut dépasser trois mètres de diamètre pour un grand tunnelier – a souvent un délai de fabrication autonome de six à neuf mois et constitue généralement l'élément du chemin critique dans l'ensemble du calendrier de livraison du tunnelier.
Étape 4 — Fabrication structurelle
La fabrication structurelle d'un tunnelier implique la découpe, le formage et le soudage de sections de tôles d'acier lourdes dans les principaux assemblages structurels : la tête de coupe, le bouclier avant, le bouclier arrière et les composants du train traîné. Ce travail est effectué par des soudeurs structurels certifiés utilisant des procédures de soudage pré-qualifiées et inspecté par des tests non destructifs comprenant un examen par ultrasons, par particules magnétiques et radiographique. Le contrôle dimensionnel pendant la fabrication est essentiel : le corps du bouclier doit être arrondi dans des tolérances strictes afin que les segments de revêtement de tunnel puissent être installés avec une géométrie d'espace cohérente. Les grands assemblages structurels sont usinés après fabrication pour atteindre les tolérances d'interface requises au niveau des surfaces de contact.
Étape 5 — Assemblage mécanique et hydraulique
Une fois la fabrication structurelle terminée, la machine est progressivement assemblée avec ses systèmes mécaniques, hydrauliques et électriques. Le roulement principal est installé et serré selon les spécifications. Les moteurs d'entraînement et les boîtes de vitesses sont montés et alignés. Le système de vérins de poussée est installé et tous les vérins sont testés individuellement sous pression avant d'être connectés à l'unité de puissance hydraulique. Le bras érecteur de segments est assemblé et sa portée, sa vitesse et sa capacité de charge sont vérifiées. Le système de contrôle est câblé et intégré, avec toutes les entrées de capteur et sorties d'actionneur vérifiées par rapport à la documentation de la logique de contrôle. Cette phase d'assemblage nécessite une main-d'œuvre qualifiée : l'assemblage du tunnelier nécessite des techniciens qui comprennent l'intégration complète du système, et pas seulement l'installation de composants individuels.
Étape 6 — Tests d'acceptation en usine
Avant qu'un tunnelier ne quitte l'usine, il est soumis à un test d'acceptation en usine (FAT) complet en présence du client et de ses représentants techniques. Le FAT vérifie que tous les systèmes fonctionnent conformément aux spécifications dans des conditions contrôlées : vitesse et couple de rotation de la tête de coupe, force et course du vérin de poussée, plage et capacité de charge du érecteur de segments, pression et débit du système hydraulique, fonction du système électrique et réponse du système de contrôle. Le système de guidage est calibré et vérifié. Toute lacune identifiée lors du FAT doit être corrigée avant que la machine ne soit approuvée pour l'expédition. L'enregistrement FAT fait partie de la documentation permanente de la machine et est référencé tout au long de sa durée de vie opérationnelle.

Normes d'ingénierie de précision dans la production de tunneliers
Les exigences de précision de la fabrication des tunneliers rivalisent avec celles des équipements lourds de l’aérospatiale et de la défense. Ces tolérances ne sont pas arbitraires : elles affectent directement la capacité de la machine à construire un tunnel selon l'alignement spécifié, à installer les segments de revêtement sans dommage et à maintenir les joints étanches entre les segments pendant toute la durée de vie du tunnel.
- Rondeur de la tête de coupe : Le diamètre extérieur de la tête de coupe doit être compris entre ± 2 et 3 mm du diamètre nominal de l'alésage pour maintenir la sur-coupe conçue et empêcher le bouclier de rester coincé dans le sol. Atteindre cette tolérance dans une structure en acier fabriquée de cinq à douze mètres de diamètre nécessite un séquencement minutieux des opérations de soudage pour contrôler la distorsion et l'usinage post-soudage des surfaces d'interface critiques.
- Usinage du siège du roulement principal : L'alésage du boîtier et le tourillon d'arbre qui localisent l'ensemble de roulement principal doivent être usinés selon des tolérances comprises entre IT6 et IT7 (0,010 à 0,025 mm) et inspectés à l'aide de machines à mesurer tridimensionnelles de précision. Une géométrie incorrecte des portées des roulements réduit considérablement leur durée de vie et peut provoquer une défaillance prématurée par fatigue en profondeur, un scénario de réparation extrêmement coûteux et long.
- Circularité du corps du bouclier : Les segments du bouclier avant et arrière doivent être assemblés et usinés selon une tolérance de circularité généralement comprise entre 5 et 10 mm sur tout le diamètre, garantissant que l'espace annulaire entre le bouclier et les segments de revêtement installés est cohérent sur toute la circonférence. Cette consistance est essentielle à l'efficacité du joint de la peau de queue : les brosses et la graisse qui scellent l'espace entre la queue du bouclier et le revêtement doivent établir un contact uniforme pour empêcher la pénétration des eaux souterraines.
- Synchronisation de la course du vérin de poussée : Dans un grand tunnelier, 30 à 50 vérins de poussée individuels doivent s'étendre et se rétracter en groupes précisément coordonnés pour contrôler le tangage et le lacet de la machine lorsqu'elle se dirige le long de l'alignement du tunnel. Les cylindres doivent être fabriqués selon des tolérances de course constantes et le système de contrôle doit être calibré pour maintenir la synchronisation de position à quelques millimètres près sur toute la course du cylindre.
- Position du boîtier du coupe-disque : Sur les tunneliers à roche dure, la position de chaque boîtier de coupe-disque dans la face de la tête de coupe doit être réglée avec précision en fonction du rayon de coupe conçu, garantissant que toutes les fraises sur le même rayon suivent la même rainure dans la paroi rocheuse. Les erreurs de position dans l'espacement des couteaux entraînent une surcharge des couteaux individuels et une usure accélérée, réduisant ainsi la durée de vie des couteaux et augmentant la fréquence des changements de couteaux fastidieux sous terre.
Technologies clés à l’origine de la fabrication moderne de tunneliers
L’état de l’art en matière de fabrication de tunneliers a considérablement progressé au cours des dernières décennies, sous l’impulsion des exigences de projets de tunnels de plus en plus exigeants et de l’intégration d’outils d’ingénierie numérique qui n’étaient pas disponibles pour les générations précédentes de concepteurs de tunneliers.
Jumeau numérique et simulation
Les principaux fabricants de tunneliers développent désormais des modèles jumeaux entièrement numériques de chaque machine avant le début de la fabrication. Ces modèles intègrent l'analyse structurelle, la simulation du système hydraulique et la modélisation de la logique de contrôle pour vérifier les performances du système dans toute la gamme des conditions de fonctionnement attendues sur le projet spécifique. Les jumeaux numériques permettent aux ingénieurs d'identifier les conflits d'interface, d'optimiser le positionnement des composants et de simuler des scénarios de panne avant qu'une seule pièce d'acier ne soit coupée. Pendant le fonctionnement, le jumeau numérique peut être continuellement mis à jour avec des données réelles de la machine pour prendre en charge la maintenance prédictive et le dépannage depuis le centre d'ingénierie du fabricant, partout dans le monde.
Matériaux avancés de tête de coupe et protection contre l'usure
L’usure des têtes de coupe est l’un des principaux facteurs limitant les taux d’avancement des tunneliers et augmentant les coûts de maintenance dans les sols abrasifs. La fabrication moderne des tunneliers intègre des stratégies avancées de protection contre l'usure, notamment des boutons d'usure en carbure de tungstène, une plaque de recouvrement en carbure de chrome et des inserts d'usure en composite céramique dans les zones d'usure les plus élevées de la tête de coupe. La sélection et l'emplacement de la protection contre l'usure sont maintenant analysés à l'aide de la dynamique des fluides computationnelle et de la modélisation d'éléments discrets pour prédire les modèles d'usure pour les conditions spécifiques du sol et des roches du projet, permettant ainsi à la protection d'être concentrée là où elle est le plus nécessaire plutôt que d'être appliquée uniformément.
Soudage automatisé et fabrication robotique
Même si une grande partie de la fabrication des tunneliers repose encore sur des soudeurs manuels hautement qualifiés, l'intégration de systèmes de soudage automatisés a amélioré la cohérence et la productivité des soudures dans les joints de soudure à grand volume. Les cellules de soudage robotisées sont utilisées pour les soudures structurelles répétitives dans les panneaux de carrosserie et les sections de rayons où une géométrie de soudure cohérente est essentielle. Le soudage à l'arc submergé est largement utilisé pour les soudures bout à bout lourdes dans des sections de tôles épaisses, offrant une pénétration profonde et des taux de dépôt élevés avec une qualité fiable. Ces processus automatisés permettent aux soudeurs qualifiés de se concentrer sur les joints d'accès complexes où leur expertise ajoute le plus de valeur.
Systèmes de surveillance des performances en temps réel
Les tunneliers contemporains sont équipés de centaines de capteurs surveillant tout, depuis la force du vérin de poussée individuel jusqu'à la température des roulements principaux, le couple de la tête de coupe, la pression frontale, la pression d'injection de graisse du joint arrière et la position de l'érecteur de segment. Ces données sont enregistrées en temps réel, affichées à l'opérateur, transmises au bureau de l'ingénieur du projet et, dans de nombreux cas, partagées en toute sécurité avec l'équipe d'ingénierie du fabricant du tunnelier. La possibilité de surveiller les performances des machines à distance a transformé la façon dont les fabricants prennent en charge leurs équipements sur le terrain, permettant un diagnostic rapide des problèmes émergents avant qu'ils ne se transforment en pannes coûteuses.
Fabricants mondiaux de tunneliers et où ils construisent leurs machines
L'industrie manufacturière des tunneliers est concentrée entre un petit nombre de grands fabricants internationaux, chacun possédant des capacités d'ingénierie spécialisées et des installations de fabrication capables de produire les machines les plus grandes et les plus complexes au monde.
- Herrenknecht AG (Allemagne) : Le plus grand fabricant mondial de tunneliers en termes de volume unitaire et de chiffre d'affaires, dont le siège est à Schwanau, en Allemagne. Herrenknecht fabrique la gamme complète de types de tunneliers, depuis les petites machines de microtunnelage jusqu'aux machines à boues et EPB de grand diamètre, avec d'importantes installations de fabrication en Allemagne et des opérations d'assemblage dans le monde entier. Ils ont livré des machines pour certains des projets de tunnels les plus ambitieux au monde, notamment le tunnel de base du Saint-Gothard et de nombreux systèmes de métro en Asie et au Moyen-Orient.
- La société Robbins (États-Unis) : L'un des noms les plus anciens et les plus célèbres de la fabrication de tunneliers, Robbins a été le pionnier de la technologie des tunneliers à roche dure et reste un leader dans le domaine des tunneliers à préhension de poutre principale pour le creusement de tunnels rocheux. Ils fabriquent et remettent à neuf des machines dans des installations aux États-Unis et disposent d'un réseau mondial de service et d'assistance pour leurs équipements en service dans le monde entier.
- NFM Technologies (France, groupe Bouygues) : Constructeur français de tunneliers avec une forte expertise dans les tunneliers urbains de grand diamètre, en particulier les types bouclier à lisier et EPB pour des projets européens et internationaux exigeants. NFM a livré des machines pour de grands projets de métro à Paris, Rome et dans toute l'Asie du Sud-Est.
- CREG — Groupe chinois d’équipements d’ingénierie ferroviaire : Premier fabricant chinois de tunneliers et désormais l'un des plus importants au monde en termes de volume, CREG a rapidement développé ses capacités d'ingénierie et de fabrication grâce à une combinaison de technologies sous licence et d'investissements nationaux en R&D. La CREG fournit la majorité des tunneliers utilisés dans les vastes programmes de construction de métros et de tunnels ferroviaires à grande vitesse en Chine et a commencé à exporter vers les marchés internationaux.
- Kawasaki Heavy Industries et Mitsubishi Heavy Industries (Japon) : Les deux conglomérats d'ingénierie japonais ont une longue histoire dans la fabrication de tunneliers, principalement pour le marché intérieur japonais et certains projets d'exportation. La fabrication japonaise de tunneliers est connue pour sa qualité de construction et sa précision extrêmement élevées, avec une expertise particulière dans la technologie des machines à boucliers pour les tunnels urbains sur terrain meuble.
- Chenille (division Lovat, Canada) : Caterpillar a acquis Lovat, un fabricant canadien de tunneliers, et continue de produire des machines EPB et à lisier sous la marque de tunneliers Caterpillar. Leurs machines sont largement utilisées dans les projets de tunnels d’infrastructures nord-américains, notamment pour l’approvisionnement en eau et le transport urbain.
Rénovation et refabrication de tunneliers
Un segment important et en croissance de l'industrie de fabrication de tunneliers est la remise à neuf et la remise à neuf de machines usagées pour de nouveaux projets de tunnels. Étant donné le coût énorme d'un nouveau tunnelier (une machine de grand diamètre peut coûter entre 15 et 50 millions de dollars, voire plus), les propriétaires de projets et les entrepreneurs considèrent de plus en plus les machines remises à neuf comme une alternative rentable lorsque les conditions du projet sont compatibles avec les spécifications d'une machine existante.
La remise à neuf d'un tunnelier implique généralement le démontage de tous les principaux systèmes, l'inspection et le remplacement des composants d'usure, le reconditionnement des ensembles structurels, la révision du palier principal, le remplacement des joints et des vérins hydrauliques et la reconstruction complète des systèmes électriques et de contrôle. Sur les projets de rénovation plus importants, la tête de coupe peut être restructurée pour modifier la disposition de la fraise en fonction des différentes conditions du sol, ou le diamètre du bouclier peut être légèrement ajusté grâce à l'ajout ou au retrait d'inserts en acier dans la plaque cutanée. Une remise à neuf bien exécutée peut prolonger la durée de vie de la machine grâce à un autre projet complet et parfois plus, pour une fraction du coût d'une nouvelle machine.
Défis et tendances futures dans la fabrication de tunneliers
La fabrication de tunneliers est confrontée à un ensemble de défis techniques et commerciaux permanents qui façonneront la manière dont l'industrie se développera au cours de la décennie à venir. La demande de solutions de tunnelage plus grandes, plus profondes et plus automatisées repousse les limites de ce que la technologie actuelle des tunneliers peut réaliser et génère d'importants investissements en R&D dans l'ensemble du secteur.
- Augmentation du diamètre de la machine : La tendance vers des tunnels de plus grand diamètre pour les autoroutes et les tunnels combinés métro/route produit des machines d'une taille extraordinaire. Les machines de plus de 15 mètres de diamètre présentent des défis structurels et logistiques qui nécessitent de nouvelles solutions d'ingénierie : le transport, l'assemblage et le lancement de telles machines dans l'espace confiné d'un puits de lancement nécessitent une planification minutieuse à chaque étape du processus de fabrication et de livraison.
- Systèmes de changement de coupe automatisés : Le changement des couteaux à disques sur les tunneliers à roche dure nécessite que les travailleurs pénètrent dans la chambre d'excavation dans des conditions atmosphériques ou sous pression pour remplacer manuellement les couteaux usés – l'une des tâches les plus exigeantes et les plus dangereuses du creusement de tunnels. Plusieurs fabricants développent des systèmes robotisés de changement de coupeur capables d'effectuer ce travail à distance, éliminant ainsi l'exposition des travailleurs à l'environnement dangereux d'excavation sous pression. Développer des manipulateurs capables de manipuler des poids de coupe supérieurs à 200 kg dans des espaces confinés, humides et contaminés constitue un défi technique important.
- Électrification des systèmes d’entraînement : La pression réglementaire croissante sur la qualité de l’air souterrain et les émissions de carbone accélère le développement de systèmes d’entraînement de tunnelier entièrement électriques qui éliminent l’huile hydraulique et l’énergie diesel de la machine. Les moteurs électriques de tête de coupe à entraînement direct, les actionneurs électriques de vérin de poussée et la logistique de tunnel alimentée par batterie ou par réseau sont tous en cours de développement actif par les principaux fabricants.
- Résilience de la chaîne d’approvisionnement : Les perturbations mondiales de ces dernières années ont mis en évidence les vulnérabilités des chaînes d'approvisionnement étendues dont dépendent les fabricants de tunneliers, en particulier pour les roulements de grand diamètre, les composants hydrauliques spécialisés et les systèmes de contrôle électronique. Les fabricants s'efforcent activement de qualifier des fournisseurs alternatifs, d'augmenter leurs stocks de composants stratégiques et, dans certains cas, de confier en interne la fabrication de composants auparavant externalisés afin de réduire l'exposition aux perturbations de la chaîne d'approvisionnement.
- Guidage assisté par IA et fonctionnement autonome : L'intégration de l'intelligence artificielle dans les systèmes de guidage et de contrôle des tunneliers est un domaine de développement actif. Les modèles d'apprentissage automatique formés sur les données historiques du projet peuvent optimiser les paramètres de direction, prédire la qualité de fabrication des anneaux de revêtement et alerter les opérateurs de l'évolution des conditions du sol avant qu'elles ne provoquent des problèmes opérationnels. L’exploitation entièrement autonome du tunnelier reste un objectif à plus long terme, mais l’automatisation progressive des tâches opérationnelles de routine est déjà déployée sur les projets en cours.
Réflexions finales sur la fabrication des tunneliers
La fabrication de tunneliers se situe à l’intersection de l’ingénierie des structures, de l’usinage de précision, de l’hydraulique, de l’électronique et de la science des matériaux – et ce à une échelle que peu d’autres industries peuvent égaler. Chaque tunnelier qui quitte une usine est une solution conçue sur mesure pour un ensemble spécifique de défis géologiques et de projet, et la qualité de cette ingénierie et de cette fabrication s'exprime en fin de compte dans la fiabilité avec laquelle la machine creuse le sol, avec quelle cohérence elle installe un revêtement de tunnel de qualité et avec quelle sécurité elle ramène les travailleurs à la maison à la fin de chaque quart de travail.
Alors que la demande mondiale d'infrastructures continue de stimuler les investissements dans la construction souterraine, les fabricants de tunneliers sont confrontés à un avenir passionnant et exigeant : fournir des machines de taille, de complexité et de sophistication technologique croissantes tout en gérant les chaînes d'approvisionnement, en formant la prochaine génération d'ingénieurs et de fabricants et en intégrant des technologies numériques qui définiront à quoi ressemblera le forage de tunnels au cours du prochain demi-siècle. Pour toute personne impliquée dans la construction, l'approvisionnement ou le développement de projets de tunnels, comprendre comment ces machines extraordinaires sont conçues et construites est fondamental pour prendre des décisions éclairées concernant l'un des équipements de construction les plus complexes et les plus conséquents jamais créés.











